
Лазерная резказаключается в облучении лазерным лучом материала, подлежащего резке, так что материал нагревается, плавится и испаряется, а расплав сдувается газом под высоким давлением, образуя отверстие, а затем луч перемещается по материалу, и отверстие непрерывно образует щель.
Для общей технологии термической резки, за исключением нескольких случаев, когда можно начать с края листа, в большинстве из них необходимо пробить небольшое отверстие в листе, а затем начать резку с маленького отверстия.

Основной принциплазерный пирсингзаключается в следующем: когда лазерный луч определенной энергии облучается на поверхности металлической пластины, в дополнение к тому, что часть его отражается, энергия, поглощаемая металлом, плавит металл с образованием ванны расплавленного металла.Скорость поглощения расплавленного металла относительно поверхности металла увеличивается, то есть может быть поглощено больше энергии для ускорения плавления металла.В это время надлежащий контроль энергии и давления воздуха может удалить расплавленный металл из расплавленной ванны и непрерывно углублять расплавленную ванну до тех пор, пока металл не будет пронизан.
В практических приложениях Пирс обычно делится на два способа: импульсное прокалывание и взрывное прокалывание.
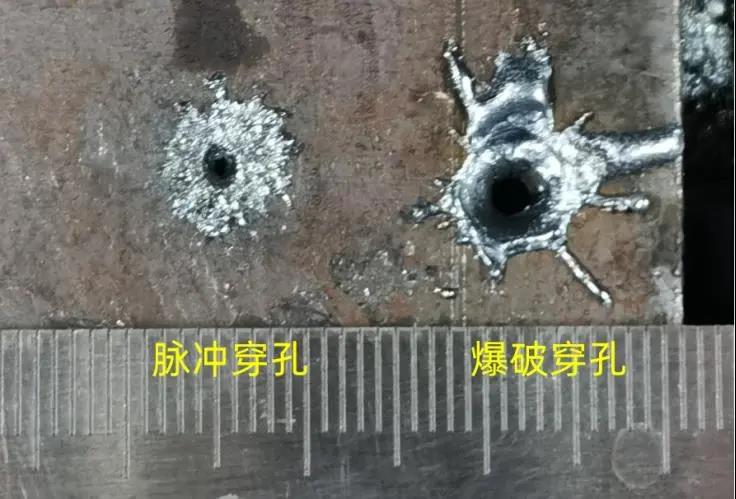
1. Принцип импульсного прожига заключается в использовании импульсного лазера с высокой пиковой мощностью и низким рабочим циклом для облучения пластины, подлежащей резке, так что небольшое количество материала расплавляется или испаряется и выбрасывается через отверстие через отверстие. при совместном действии непрерывного биения и вспомогательного газа, а также непрерывно.Работайте постепенно, пока лист не будет пронизан.
Время лазерного облучения является прерывистым, а средняя используемая им энергия относительно невелика, поэтому тепло, поглощаемое всем обрабатываемым материалом, относительно невелико.Вокруг перфорации остается меньше остаточного тепла, и меньше остатков остается в месте прокола.Отверстия, пробитые таким образом, также относительно правильные и небольшие по размеру и в основном не влияют на первоначальную резку.
Время публикации: 08 января 2022 г.